Trouble Shooting and FAQs for DISCO Equipment
We have provided answers to various questions that may arise when using DISCO equipment, and the proper measures when you feel that a problem has occurred.
- 3000/6000 series and DAD323
- 7000 series
- 8000 series and DAG810/811
3000/6000 series and DAD323
Restart the equipment.
Shut off the power and turn it back on after waiting for approximately one minute.
If the equipment starts up normally:
Use the equipment as is.If the equipment freezes even after restarting it:
Check the screen display of the touch panel when the equipment has frozen, and contact your DISCO customer engineer. If a Windows dialog box is shown on the frozen screen, inform us of the display details as well.
Has an error occurred?
Refer to the instruction manual included with the equipment.
System initialization cannot be performed even when no error has occurred.
Open the cover you last closed and close it again. Confirm that the cover is tightly closed, and then perform system initialization.
If the problem is not remedied, contact your DISCO customer engineer.
Can the power be restored?
If the power can be restored, check whether the log data has records of "POFF" or those where the UPS started up. If this data is not in the log, contact your DISCO customer engineer.
Is the lever of the power circuit breaker in the "TRIPPED" position?
If the power was shut off in the "TRIPPED" position, turn the breaker lever to the "RESET" position once, and then return it to the "ON" position to turn on the power. For details, refer to the Safety Manual included with the equipment.
If the lever of the power circuit breaker is still in the "TRIPPED" position even after turning on the power, water leakage may be one of the factors. If you find a water leak, shut off the power circuit breaker of the equipment and the facility supply power, and then lock them out with a padlock or similar tool. After fixing the water leakage problem, thoroughly dry around the θ-axis motor, X-axis motor, and motor connectors.
If no water leakage is found, the power line may be short-circuited. Contact your DISCO customer engineer.
Open and close the cover you last closed.
Open the cover you last closed and close it again. Confirm that the cover is tightly closed and then perform system initialization.
If the axis does not operate, restart the equipment.Restart the equipment.
Shut off the power and restore it after waiting for approximately one minute.
If an error still occurs, contact your DISCO customer engineer.
If you can see the segment display for the axis driver, write down the number and include that information.
Does the dicing tape have a hole?
If deep cutting has occurred and the dicing tape has a hole:
Refer to [Shallow/deep process cutting has occurred].If the blade is broken and the dicing tape has a hole:
Refer to [Precision Tools Trouble Shooting] > [Blade Trouble] > [Blade Breakage].Has water entered the space between the dicing tape and C/T?
If the frame is not secured, water enters the space between the dicing tape and C/T, and an error occurs. If the frame clamps are not closed tightly, contact your DISCO customer engineer.
Has the C/T workpiece vacuum value changed radically?
If foreign matter is stuck between the C/T and table base, the vacuum value cannot stabilize. Clean the backside of the C/T and the top side of the table base.
Is the C/T workpiece vacuum value low?
The vacuum ejector may be clogged. Refer to the instruction manual included with the equipment.
Is there a large difference between the C/T workpiece vacuum and table vacuum values?
If the sensor for detecting C/T workpiece vacuum values is broken, the difference from the table vacuum value will be large. Contact your DISCO customer engineer.
Are you using a vitrified bond blade (VT07/12 series, etc.)?
It is possible that the blade may have cut into the C/T during contact setup (C/T setup or sensor calibration setup).
When performing contact setup, please use the setup tool sold separately. For inquiries regarding the setup tool, contact your DISCO customer engineer.Why does it happen?
In contact setup, there is direct contact between the blade and C/T, and the C/T height is measured by causing contact and detecting continuity.
Vitrified bond blades are composed of glass and ceramic materials, and are nonconductive. As a result, even if the blade and C/T are touching, there is a risk that continuity will not be detected and cutting into the C/T will continue.Was contact setup performed with a blade that was not new?
It is possible that the blade may have cut into the C/T during contact setup (C/T setup or sensor calibration setup).
When performing contact setup, please use a new blade, a contact setup dummy blade, or the setup tool sold separately. For inquiries regarding the setup tool, contact your DISCO customer engineer.Why does it happen?
In contact setup, there is direct contact between the blade and C/T, and the C/T height is measured by causing contact and detecting continuity. In addition, since the blade's abrasive grits (diamonds) have poor conductivity, continuity with the bond is detected.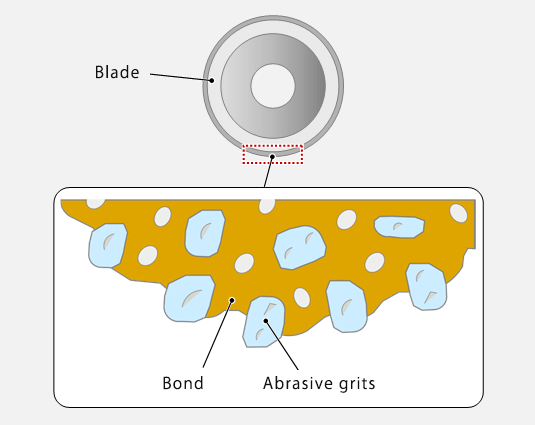
With a product that is not new and blades with large abrasive grits, the abrasive grits may protrude significantly from the bond, as shown in the image above, and there is a risk that the blade will cut deeply until there is contact between the bond and C/T.
Is the pad of the transfer arm broken or deteriorated?
If the pad of the lower arm or upper arm is broken or deteriorated, the workpiece cannot be correctly held.
Replace the pad.Is any distorted frame in use?
If there is any distortion in the frame, the workpiece cannot be correctly held.
Replace the frame.Do you use air that violates the required conditions?
If you use air that violates the required conditions, the air system for the transfer arms may get clogged due to impurities. Contact your DISCO customer engineer.
For conditions of air, refer to the instruction manual included with the equipment.
Do you use clean air that violates the required conditions?
Clean air is directly blown onto workpiece. If clean air contains impurities, they may contaminate the workpiece.
For conditions of clean air, refer to the instruction manual included with the equipment.Do you use cutting water/spinner cleaning water that violates the required conditions?
If you use water that violates the required conditions, water including impurities is directly applied to the workpiece, and the impurities may contaminate the workpiece.
For conditions of cutting water/spinner cleaning water, refer to the instruction manual included with the equipment.
Do you use air with low atmospheric dew point?
Using air with low atmospheric dew point may cause abnormal wear of the spindle carbon brush. In such a case, even when replacing the spindle carbon brush, a continuity error (spindle continuity error) occurs within a shorter time than usual.
For conditions of atmospheric dew point, refer to the instruction manual included with the equipment.
Is the spindle dirty?
If you continue to use the spindle without cleaning it, it causes the spindle to malfunction. In accordance with the descriptions below, determine the cleaning timing.
• Air outlet
Can you see the clearance for the air outlet?
Check that there is a clearance around the boundary between the taper section and spindle front lid which works as an air outlet and the clearance is not blocked with contamination.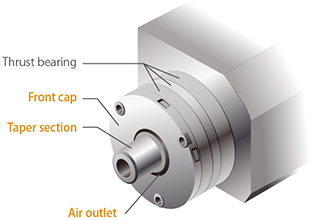
• Other
Is there no discoloration in the taper section and its surroundings?
Check whether there is discoloration due to rust of water stain.For how to clean the spindle, refer to the instruction manual included with the equipment.
Is air supplied with a pressure exceeding the upper limit?
There is a case that as a result of supplying air with a pressure exceeding the upper limit, the pipe comes off the fitting and the spindle having the air bearing structure gets broken. Contact your DISCO customer engineer.
For conditions of air, refer to the instruction manual included with the equipment.Do you use air with high atmospheric dew point?
If you use air with high atmospheric dew point, dew condensation occurs on the spindle bearing, which causes the spindle to malfunction.
For conditions of atmospheric dew point, refer to the instruction manual included with the equipment.Do you use cooling water that violates the required conditions?
As a result of using cooling water that violates the required conditions, the pipe gets corroded or clogged due to impurities, which causes the spindle to malfunction. Contact your DISCO customer engineer.
For conditions of cooling water, refer to the instruction manual included with the equipment.
Is the spindle dirty?
If you continue to use the spindle without cleaning it, it causes the spindle to malfunction. In accordance with the descriptions below, determine the cleaning timing.
• Air outlet
Can you see the clearance for the air outlet?
Check that there is a clearance around the boundary between the taper section and spindle front lid which works as an air outlet and the clearance is not blocked with contamination.
• Other
Is there no discoloration in the taper section and its surroundings?
Check whether there is discoloration due to rust of water stain.For how to clean the spindle, refer to the instruction manual included with the equipment.
Is air supplied with a pressure exceeding the upper limit?
There is a case that as a result of supplying air with a pressure exceeding the upper limit, the pipe comes off the fitting and the spindle having the air bearing structure gets broken. Contact your DISCO customer engineer.
For conditions of air, refer to the instruction manual included with the equipment.Do you use air with high atmospheric dew point?
If you use air with high atmospheric dew point, dew condensation occurs on the spindle bearing, which causes the spindle to malfunction.
For conditions of atmospheric dew point, refer to the instruction manual included with the equipment.Do you use cooling water that violates the required conditions?
As a result of using cooling water that violates the required conditions, the pipe gets corroded or clogged due to impurities, which causes the spindle to malfunction. Contact your DISCO customer engineer.
For conditions of cooling water, refer to the instruction manual included with the equipment.
Is the pipe normally connected?
If you find a water leak, shut off the power circuit breaker of the equipment and the facility power source immediately, and then lock them out with a padlock or similar tool. Then, shut off water at main valve at the facility. After that, check the conditions of the pipe. If you find any abnormality, contact your DISCO customer engineer and inform of the abnormal locations.
Do not turn ON the facility power source until the machine and the floor completely dry.Are the X-axis bellows deteriorated or damaged?
If you find a water leak, shut off the power circuit breaker of the equipment and the facility power source immediately, and then lock them out with a padlock or similar tool. Then, shut off water at main valve at the facility. After that, check the conditions of the X-axis bellows. If you find any deterioration or damage in the X-axis bellows, replace them.
Do not turn ON the facility power source until the machine and the floor completely dry.Is the water case clogged with contamination or cutting particles?
If you find a water leak, shut off the power circuit breaker of the equipment and the facility power source immediately, and then lock them out with a padlock or similar tool. Then, shut off water at main valve at the facility. After that, check the conditions around the water case and the wastes strainer and clean them if necessary.
Do not turn ON the facility power source until the machine and the floor completely dry.
Is there any change in the processing parameters?
A change in the index can especially cause cutting deviations.
Check whether any processing parameters were changed.Is the blade properly installed?
Confirm that the blade is installed straight.
Is there any misalignment between the cut position and hairline?
Misalignment between the hairline and cut position can cause cutting deviations.
Perform hairline alignment again.Did you perform a kerf check?
If you use kerf check, set the proper kerf check parameters.
Is the selection of the alignment target appropriate?
False recognition of an alignment target can cause cutting deviations.
Select targets that are unlikely to be falsely recognized.Does the dicing tape shrink during cutting?
If the dicing tape shrinks and the workpiece moves during cutting, it can cause cutting deviations.
If the dicing tape shrinks, it is recommended to select a different dicing tape.Is the chuck table (C/T) workpiece vacuum value normal?
If the C/T workpiece vacuum value is irregular, refer to [An error for the chuck table (C/T) workpiece vacuum has occurred].
Is initialization performed in the middle of fully automatic operation?
If initialization is performed in the middle of fully automatic operation, the θ position may be misaligned before or after the initialization. Follow the procedure for re-cutting described in the instruction manual included with the equipment.
Did you perform warm-up for at least 30 minutes?
If the warm-up time is insufficient, perform warm-up by referring to the instruction manual included with the equipment. Before cutting, perform warm-up for at least 30 minutes.
Do you use cooling water that violates the required conditions?
Change in water temperature may cause the spindle to expand or shrink, and makes it impossible to keep the process accuracy.
For conditions of cooling water, refer to the instruction manual included with the equipment.Do you use cutting water that violates the required conditions?
A variation in water temperature may cause the C/T to expand or shrink, which may make it impossible to maintain the processing accuracy. For conditions of cutting water, refer to the instruction manual included with the equipment.
Is there any change in the spindle rotation speed?
If the spindle rotation speed changes, cutting position and depth will also change. Therefore, if the spindle rotation speed has changed, be sure to perform idling for 30 minutes before cutting, and then perform setup and hairline alignment again.
Is there any change in the processing parameters?
Changing the blade height (cut depth) can especially cause shallow/deep cutting. Check whether any processing parameters were changed.
Is there any change in the blade type?
Check whether there is any change in the blade type.
If you have changed to a slit blade, re-execute chuck table setup.Is there any foreign matter on the top side of the C/T?
If foreign matter is caught between the C/T and dicing tape, it can cause shallow/deep cutting.
Check whether there is foreign matter on the top side of the C/T.Is the C/T workpiece vacuum value normal?
If the C/T workpiece vacuum value is irregular, refer to [An error for the chuck table (C/T) workpiece vacuum has occurred].
Did you perform a setup?
Poor or irregular wear of a blade can cause shallow/deep cutting.
Perform a setup.Is there any change in the setup parameters?
The cutting depth may vary depending on the blade rotation speed.
Set the rotation speed for setup at the same value as for cutting.Is the noncontact setup (NCS) sensor dirty?
If setup is performed when the NCS sensor is dirty, it can cause false recognition of the blade edge.
Clean the surface of the sensor.Is the NCS sensor cleaning/drying nozzle misaligned?
If the NCS sensor has not been properly cleaned and dried, it may cause false recognition of the blade edge.
If the cleaning/drying nozzle is misaligned, and water and air do not hit the NCS sensor, contact your DISCO customer engineer.Is the NCS sensor misaligned?
Misalignment of the NCS sensor can cause false recognition of the blade edge.
If the NCS sensor is misaligned or bent, contact your DISCO customer engineer.Do you use half-cut equipment?
Have you successfully performed a chopper cut setup (CCS)?
If the cut depth is not properly adjusted by CCS, it can cause shallow/deep cutting. Check whether the adjustment silicon die is properly installed in the sub chuck table, and make sure the sub chuck table has no inclination.Did you perform warm-up for at least 30 minutes?
If the warm-up time is insufficient, perform warm-up by referring to the instruction manual included with the equipment. Before cutting, perform warm-up for at least 30 minutes.
Do you use cooling water that violates the required conditions?
Change in water temperature may cause the spindle to expand or shrink, and makes it impossible to keep the process accuracy.
For conditions of cooling water, refer to the instruction manual included with the equipment.Do you use cutting water that violates the required conditions?
Change in water temperature may cause the C/T to expand or shrink, and makes it impossible to keep the process accuracy. For conditions of cutting water, refer to the instruction manual included with the equipment.
Is there any change in the spindle rotation speed?
If the spindle rotation speed changes, cutting position and depth will also change. Therefore, if the spindle rotation speed has changed, be sure to perform idling for 30 minutes before cutting, and then perform setup and hairline alignment again.
Is there any foreign matter between the workpiece and dicing tape?
If foreign matter is caught between the workpiece and dicing tape, it can cause irregular chipping. If there is foreign matter, re-attach the tape.
Is the chuck table (C/T) workpiece vacuum value normal?
If the C/T workpiece vacuum value is irregular, refer to [An error for the chuck table (C/T) workpiece vacuum has occurred].
Do any of the axes vibrate during cutting?
If an axis vibrates during cutting, it can cause irregular chipping.
If the equipment vibrates irregularly during cutting, contact your DISCO customer engineer.Is there any change in the dicing tape?
During dicing, a hard workpiece and soft tape are cut simultaneously. This may cause backside chipping depending on the type of adhesive.
Confirm whether there is any change in the tape.Are there any precision processing tool irregularities?
See Troubleshooting and FAQs for Precision Processing Tools (Blades/Wheels)
Is the blade broken?
The blade breakage detector may have detected breakage of the blade. Check the blade and if it is broken, replace it.
An error occurs and cutting operation cannot be started even when there are no irregularities in the blade.
The sensor section of the blade breakage detector may be dirty. Refer to the instruction manual included with the equipment to check the sensor section of the blade breakage detector. If it is dirty, clean it in accordance with the procedure.
If there are no irregularities in the blade and the sensor section of the blade breakage detector is not dirty:
The blade breakage detector optic fiber(s) may be bent or the amplifier may be broken. Contact your DISCO customer engineer.
Do not load device data onto a different model.
If you load device data from a different model and use the equipment, it can cause a malfunction.
Device data can be loaded onto equipment of the same model.
However, check the following:After you load device data to a equipment (even if it is the same model), be sure to perform alignment teaching again and confirm that the cutting operation and results are normal. Be especially careful if you transfer device data between equipment with different software versions.
Do not load "machine data" onto any other equipment, even if they are the same model.
Never transfer "machine data" because it can cause breakage.
Also, it is recommended to periodically back up the "machine data" for each equipment.
Is there any change in the cleaning conditions?
Insufficient cleaning may cause particle adhesion. Confirm whether any cleaning conditions were changed.
Is there any change in the dicing tape?
Particles that have become mixed with tape adhesive may adhere to the workpiece.
Confirm whether there is any change in the tape.
7000 series
Is the equipment outer cover open?
If the equipment outer cover is open, fully automatic operation cannot be started.
Close all the equipment outer covers.Has system initialization been completed?
If system initialization has not been completed, fully automatic operation cannot be started.
Perform system initialization.Has device data been selected?
If no device data has been selected, you cannot call up the screen for starting fully automatic operation.
Select device data.Has laser idling been completed?
If laser idling has not been completed, fully automatic operation cannot be started.
Perform laser idling.Have you performed solution charge?
(If the coating function for the DFL7160/DFL7161 is enabled)If no solution charge has been performed, fully automatic operation cannot be started.
Perform solution charge.Is the remaining amount of the protective film solution insufficient?
(If the coating function for the DFL7160/DFL7161 is enabled)Check the remaining amount of the protective film solution and replace the protective film solution tank. The equipment checks the remaining amount of the protective film solution in the tank at the start of fully automatic operation (when the
button is pressed). If the remaining amount is insufficient for the specified number of workpieces, an error message appears.
Has system initialization been completed?
If system initialization has not been completed, the laser system cannot be started.
Perform system initialization.Is the cooling water from the chiller insufficient?
If the cooling water supplied to the laser oscillator is insufficient, the laser system cannot be started.
If the water level in the chiller is low:
Replenish the cooling water by referring to the instruction manual included with the equipment.If the piping system from the chiller has any bent or clogged pipes:
Contact your DISCO customer engineer.
Do you periodically grease the axes?
The grease on the rail (linear guide) or ball-bearing screw of the axis from which you hear the irregular noise may be insufficient.
Refer to the instruction manual included with the equipment and grease the axis from which you hear the irregular noise. If you hear an irregular noise even after periodically grease the axes, contact your DISCO customer engineer./p>
Is there any foreign matter on the chuck table?
Remove the foreign matter from the chuck table.
Is there any foreign matter on the workpiece?
Remove the foreign matter from the workpiece.
Is there any foreign matter on the backside of the tape?
Remove the foreign matter from the backside of the tape.
Is there any foreign matter on the focusing lens (DFL73XX series)?
If foreign matter has adhered to the focusing lens, laser focus adjustment cannot be properly performed.
Refer to the instruction manual included with the equipment to clean the focusing lens.
Are there air bubbles inside the pipe from the protective film solution tank?
If there are air bubbles inside the pipe, execute solution charge to remove the air bubbles from the pipe.
For the procedure for executing solution charge and for removing air bubbles, refer to the instruction manual included with the equipment.
Do not refill the protective film solution. When the protective film solution is refilled, air bubbles are generated in the protective film solution tank. If the remaining amount of the protective film solution is insufficient, replace the protective film solution tank.Has the protective film solution been altered?
If protective film solution has been altered, the protective film solution may solidify in the pipe and be unable to be properly applied.
If the protective film solution has solidified, execute "tube cleaning", and then replace the protective film solution.
For the execution of "tube cleaning", refer to the instruction manual included with the equipment.Is the cap of the protective film solution tank closed properly?
If the cap is not closed properly, contaminants may mix with the solution and change its characteristics, or the solution may be exposed to the outside air, altering its viscosity, which may prevent the solution from being applied properly.
(When an irregularity in application has occurred after replacing the protective film solution tank)
Are there any irregularities in the coupling conditions?If the O-ring of the coupling section is broken:
Air will enter and air bubbles will form in the protective film solution.
Replace the O-ring.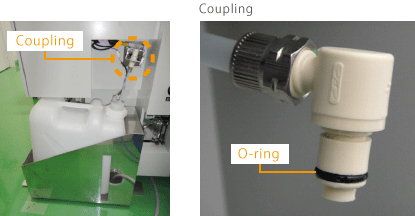
If the coupling section has not been connected properly:
The water leakage prevention valve in the coupling is activated and the protective film solution cannot be supplied.
Re-lock the metal fixture of the coupling section.
・If the lock does not operate smoothly, clean the connection section with a moist cloth.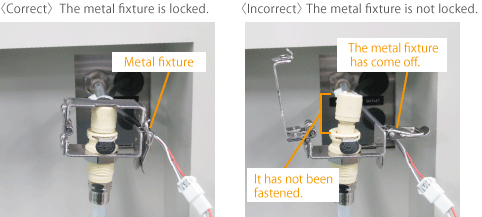
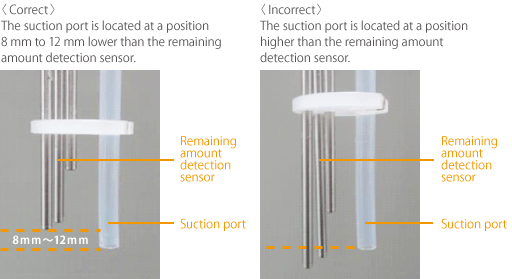
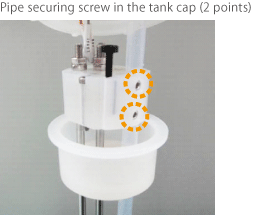
(If an irregularity in application has occurred after replacing the protective film solution tank)
Is the height of the suction port of the suction unit correct?If the suction pipe is pulled, the height of the suction port may be incorrect and air may be suctioned before the remaining amount detection sensor turns on. If the height of the suction port is incorrect, adjust the height of the suction port and re-tighten the pipe securing screw in the tank cap.
(The flow rate is low, the discharge direction is incorrect, an irregularity in pump pressure has occurred, etc.)
Has the protective film solution adhered to the tip of the coater nozzle?
If the protective film solution has adhered:
Clean and wipe it off using a lint-free cloth moistened with water.If the adhered protective film solution cannot be removed:
Contact your DISCO customer engineer.
Has foreign matter or protective film solution adhered on the spinner table or coater table?
If you find any foreign matter or adhered protective film solution on the table, clean the top side of the table to remove the foreign matter or adhered protective film solution.
Is the table cleaning function enabled?
Equipment equipped with the coating function have a function to automatically clean the table. Table cleaning is automatically performed at the end of fully automatic operation and at the end of auto coating.
It is recommended to enable the table cleaning function.
For the procedure for enabling the table cleaning function, refer to the instruction manual included with the equipment.
Is the pad of the transfer arm broken or deteriorated?
If the pad of the transfer arm is broken or deteriorated, the workpiece cannot be correctly held.
Replace the pad.Is any distorted frame in use? (For frame transfer)
If there is any warpage in the frame, the workpiece cannot be correctly held.
Replace the frame.Is there any abnormality in the robot pick? (For workpiece transfer)
If there is contamination: Clean the robot pick.
If it is broken: Replace the robot pick.
For the cleaning procedure and replacement cycle, refer to the instruction manual included with the equipment.Do you use air that violates the required conditions?
The air system for the transfer arms may get clogged due to impurities. Contact your DISCO customer engineer.
For conditions of air, refer to the instruction manual included with the equipment.。
Do you use clean air that violates the required conditions?
Clean air is directly blown onto workpiece. If clean air contains impurities, they may contaminate the workpiece.
For conditions of clean air, refer to the instruction manual included with the equipment.Do you use spinner cleaning water that violates the required conditions?
If you clean a workpiece with water containing impurities, the workpiece may get contaminated.
For conditions of spinner cleaning water, refer to the instruction manual included with the equipment.
Is the pipe correctly connected?
If water leakage occurs, immediately shut off the circuit breaker of the equipment and the supply power at the facility, and lock them out with padlocks or the like. Close the water main valve at the facility. Then check the piping conditions and if there is an abnormality in the pipe, contact your DISCO customer engineer and let him/her know the location. Do not turn ON the power until the equipment and the floor around it are completely dried.
Do you supply air that violates the required conditions?
Supply air with the pressure described in the instruction manual included with the equipment.
8000 series and DAG810/811
Did you perform warm-up for at least 30 minutes?
If the warm-up time is insufficient, perform warm-up by referring to the instruction manual included with the equipment. Before grinding, perform warm-up for at least 30 minutes.
Is the variation in the supply temperature of the grinding water within the specification?
If the variation in the grinding water temperature is large, make adjustments so that the variation in the supply temperature of the grinding water is within the specification described in the instruction manual included with the equipment.
Do you periodically perform self-grinding?
If you do not periodically perform self-grinding, perform self-grinding by referring to the procedure for self-grinding described in the instruction manual included with the equipment.
Are the height gauge contact screws loose?
If the screws are loose, secure the contact with the screws by referring to the procedure for replacing the height gauge contact described in the instruction manual included with the equipment.
Does the height gauge smoothly move up and down?
If the height gauge does not operate smoothly, the height gauge may be broken. Contact your DISCO customer engineer.
Is the tip of the height gauge contact broken?
If the contact is broken, replace the contact by referring to the instruction manual included with the equipment. The height gauge contact should be replaced at the intervals described in the instruction manual.
Is the spindle current during processing stable?
If the spindle current is unstable, refer to [The spindle current value is high].
Is the measurement value of the height gauge stable?
If the measurement value is unstable, confirm that the cable for the height gauge has been properly inserted into the amplifier. If the connection is insufficient, securely insert the cable into the amplifier.
Measurements of the height gauge can be checked by pressing the button on the main screen.
Did you perform warm-up for at least 30 minutes?
If the warm-up time is insufficient, perform warm-up by referring to the instruction manual included with the equipment. Before grinding, perform warm-up for at least 30 minutes.
Do you periodically perform self-grinding?
If you do not periodically perform self-grinding, perform self-grinding by referring to the procedure for self-grinding described in the instruction manual included with the equipment.
Is the inclination adjustment (chuck table top side inclination measurement value) within the specified value?
If the inclination adjustment is not within the specified value, perform inclination adjustment or self-grinding.
Is the temperature in the room where the equipment is installed within the specification?
If the variation in the room temperature is large, make adjustments so that the variation in the room temperature is within the specification described in the instruction manual.
Is the grinding amount stable?
If the Z1-axis rough grinding amount is large and the Z2-axis fine grinding amount is small, the TTV may increase. Adjust the set value in the recipe.
Is the spindle current value during processing stable?
If the spindle current value is unstable, refer to [The spindle current value is high].
Are the temperatures of grinding water and cooling water within the specification range?
A variation in water temperature may cause the spindle, chuck table, or height gauge to expand or shrink, making it difficult to maintain the processing accuracy. For the temperature conditions for grinding water and cooling water, refer to the instruction manual included with the equipment.
Is there any change in the backgrinding (BG) tape?
Adhesive deformation during tape lamination will have an impact on the TTV of a workpiece after grinding.
Confirm whether there is any change in the tape or lamination conditions.
Is the supply temperature of the grinding water within the specification?
If the supply temperature of the grinding water is outside of the specification range, make adjustments so that the supply temperature of the grinding water is within the specification described in the instruction manual included with the equipment.
Is the flow rate of the grinding water normal?
The proper flow rate of the grinding water differs depending on the processing details. Ask your DISCO application engineer whether the grinding water flow rate is optimum.
Do you use the recommended recipes?
If you use recipes that differ from those recommended, use the recommended recipes. If you are uncertain about it, ask your DISCO application engineer whether the recipe parameters are optimum.
Did you perform dressing after replacing the wheel?
If you did not perform dressing, perform dressing by referring to the instruction manual included with the equipment.
Is the amount of grinding with the Z1/Z2-axes appropriate?
If the Z1-axis rough grinding amount is large and the Z2-axis fine grinding amount is small, the grinding surface condition may worsen. Adjust the set value in the recipe.
Does the wafer thickness after Z1-axis rough grinding match the recipe setting?
If they are different from each other, adjust the Z1-axis rough grinding set value in the recipe.
Do you touch the workpiece or transfer pad with your bear hands?
Wear gloves during operation.
Do you use grinding water or cooling water containing impurities?
Grinding water and cooling water directly hit workpiece without passing through the filter. Deionized water is recommended but for the quality of the deionized water, the customer is requested to determine it by own judgment.
Do you use air containing impurities?
Any impurity smaller in size than the mesh of the filter directly hits workpieces.
For requirements for air and the size of the filter mesh, refer to the instruction manual included with the equipment.
Do you use the recommended wheels?
If you use wheels that differ from those recommended, replace them with the recommended wheels.
Do you use the recommended recipes?
If you use recipes that differ from those recommended, use the recommended recipes. If you are uncertain about it, ask your DISCO application engineer whether the recipe parameters are optimum.
Is the flow rate of the grinding water appropriate?
The proper flow rate of the grinding water differs depending on the processing details. Ask your DISCO application engineer whether the grinding water flow rate is optimum.
Does the initial thickness before processing match the setting in the recipe?
If they are different from each other, adjust the initial wafer thickness or recipe setting.
Do you use air with high atmospheric dew point?
If the spindle does not normally rotate, contact your DISCO customer engineer. Dew condensation may have occurred on the spindle bearing, and the spindle may be broken.
For conditions of atmospheric dew point, refer to the instruction manual included with the equipment.Do you use air containing impurities?
If the spindle does not normally rotate, contact your DISCO customer engineer. Clogging may have occurred on the air system of the spindle having the air bearing structure, and the spindle may be broken.
For conditions of air, refer to the instruction manual included with the equipment.Do you use grinding water or cooling water whose temperature violates the required conditions?
If the spindle does not normally rotate, contact your DISCO customer engineer. The difference in temperature between the grinding water and cooling water may cause dew condensation to occur on the spindle bearing, and the spindle may be broken.
For conditions of grinding water and cooling water temperature, refer to the instruction manual included with the equipment.Do you use cooling water containing impurities?
Contact your DISCO customer engineer. Impurities may have caused the pipe to get corroded or clogged, and the spindle may be broken.
For conditions of cooling water, refer to the instruction manual included with the equipment.
-
Abnormal noise sample
This is only an example.Depending on the problem, the abnormal noise may differ. Have you changed the workpiece?
The processing load may be high and an abnormal noise may occur from the spindle depending on the workpiece thickness or the coating thickness or type. If you have changed the workpiece, the recipe also needs to be changed. Check whether you have changed the workpiece.
Do you use the wheel recommended by DISCO?
If you use any wheel different from the one recommended by DISCO, the processing load may be high and an abnormal noise may occur from the spindle. Replace the wheel with our recommended one.
Do you use the recipe recommended by DISCO?
If you use any recipe different from the one recommended by DISCO, the processing load may be high and an abnormal noise may occur from the spindle. Use the recipe recommended by DISCO. If unknown, consult with your DISCO application engineer to check whether the details of the recipe are optimum.
Do you use air whose atmospheric dew point is high?
Contact your DISCO customer engineer. Dew condensation may have occurred on the spindle bearing, and the spindle may be broken.
For conditions of atmospheric dew point, refer to the instruction manual included with the equipment.Do you use air containing impurities?
Contact your DISCO customer engineer. The air system of the spindle having the air bearing structure may be clogged, and the spindle may be broken.
For conditions of air, refer to the instruction manual included with the equipment.Do you use grinding water or cooling water whose temperature violates the required conditions?
Contact your DISCO customer engineer. The difference in temperature between the grinding water and cooling water may cause dew condensation to occur on the spindle bearing, and the spindle may be broken.
For conditions of grinding water and cooling water temperature, refer to the instruction manual included with the equipment.Do you use cooling water containing impurities?
Contact your DISCO customer engineer. Impurities may have caused the pipe to get corroded or clogged, and the spindle may be broken.
For conditions of cooling water, refer to the instruction manual included with the equipment.
Is there any abnormality in the workpiece?
Have workpieces having no scratch or contamination ready.
Is there any abnormality in the transfer pad or robot pick (for full automation equipment)?
If there is contamination: Clean the transfer pad and robot pick.
If there is breakage or deterioration: Replace the transfer pad and robot pick.
For the cleaning procedure and replacement cycle, refer to the instruction manual included with the equipment.Do you use air containing impurities?
Contact your DISCO customer engineer. Impurities may have caused the air system for the transfer pad or robot pick to get clogged.
For conditions of air, refer to the instruction manual included with the equipment.
Has the supply of air stopped?
The vacuum retention mechanism generates a vacuum by air. Therefore, it does not function unless air is supplied. Supply air.
Do you use air containing impurities?
Contact your DISCO customer engineer. Impurities may have caused the air system for the transfer pad or robot pick to get clogged.
For conditions of air, refer to the instruction manual included with the equipment.
Do you supply air with a pressure exceeding the upper limit?
Supply air with the pressure described in the instruction manual included with the equipment.
Is the pipe normally connected?
If you find a water leak, shut off the power circuit breaker of the equipment and the facility power source, and then lock them out with a padlock or similar tool.
Close the main valves for grinding water and cooling water at the facility. Then check the conditions of the pipes. After checking the location where there is an abnormality in the pipe conditions, contact your DISCO customer engineer.
Do not turn ON the facility power source until the machine and the floor completely dry.Is the drainage path clogged with contamination or grinding particles?
If you find a water leak, shut off the power circuit breaker of the equipment and the facility power source, and then lock them out with a padlock or similar tool.
After that, check the conditions around the water case, spinner section and the wastes strainer and clean them if necessary.